
EV化・軽量化・環境規制を背景に、アルミ溶接の需要は急速に拡大しています
EV1台あたりのアルミ使用量はガソリン車の約1.4倍。バッテリーケース、車体フレーム、クロスメンバーなど、溶接が必要なアルミ部品が急増しています。
半導体製造装置のフレームやチャンバー部品にアルミが多用。クリーンルーム対応の高品質溶接、歪みを抑えた精密組立が求められています。
軽量かつ非磁性のアルミは、MRI周辺機器や分析装置の筐体に最適。清潔性が求められる医療現場向けに、滑らかなビード仕上げが必要です。
アルミの再生に必要なエネルギーは新規製造のわずか約5%。リサイクル性に優れた「グリーン素材」として、SDGs・カーボンニュートラルの文脈でも注目されています。
アルミの比重はステンレスの約1/3。材料置換で大幅な軽量化を実現し、輸送機器や可動部品のエネルギー効率を向上させます。
食品・製薬ラインのタンクやカバー、屋外設置機器など、錆びにくさが求められる環境での構造体。
アルマイト処理で美しい外観を実現。店舗什器、展示機器、電子機器筐体など、見た目が重要な製品。
ヒートシンク、冷却装置、放熱フィンなど、熱を効率的に逃がす必要がある電子機器・産業機械の部品。
MRI周辺機器、計測装置など、磁気の影響を避けたい精密機器のフレームや筐体。
粉体・液体の漏れを防ぐ食品機械や製薬装置。裏波溶接による完全溶融で密封性を確保。
ステンレスに比べて材料コストが安く、軽量化による輸送費削減も期待できます。コストと性能のバランスに優れた素材です。


WHY ALUMINUM WELDING IS DIFFICULT
アルミニウムには、溶接を困難にする3つの特性があります
鉄の半分以下の温度で溶ける
熱が瞬時に周囲へ拡散
アルミ本体の3倍以上の融点
これらの理由から、アルミ溶接は「発注先に断られる」「品質がばらつく」という課題が発生しがちです。
美しいウロコ模様のビードは、確かな溶接強度の証明です
ステンレスブラシで酸化膜を手作業で除去。溶接品質の8割はこの前処理で決まります。
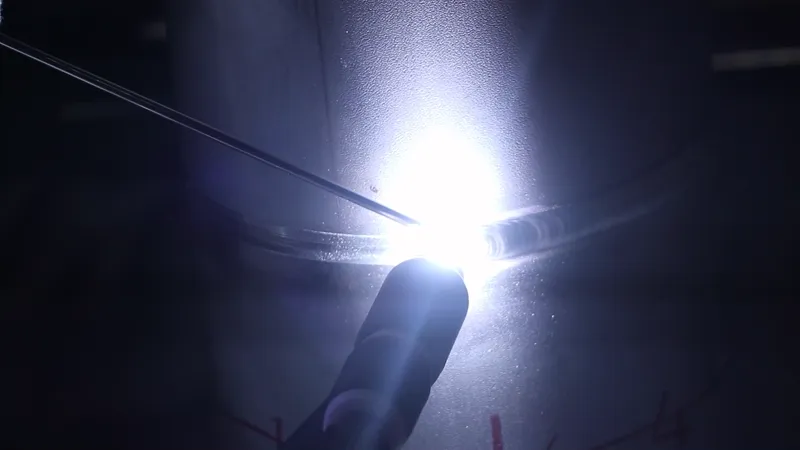
タングステン電極とアルゴンガスシールドで溶接。右手でTIGトーチを操作しアーク熱と位置を制御、左手で溶加棒を一定リズムで送り込みます。
均一で美しいウロコ模様のビードは、入熱・速度・溶加材の供給がすべて安定している証拠。見た目の美しさがそのまま溶接強度を表します。
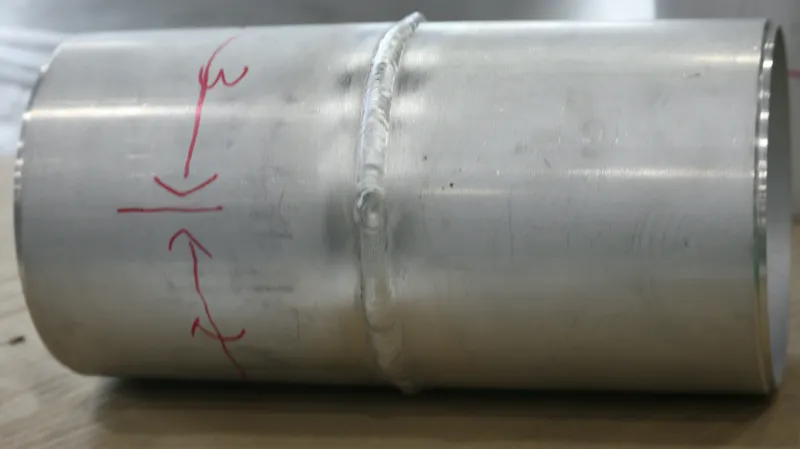
溶接金属が裏面まで完全に溶け込む「裏波」は、気密性が必要な食品・製薬機械に不可欠。粉体や液体が漏れない完璧なつなぎ目を実現します。
 溶加棒を左手で送り込みながら溶接
溶加棒を左手で送り込みながら溶接
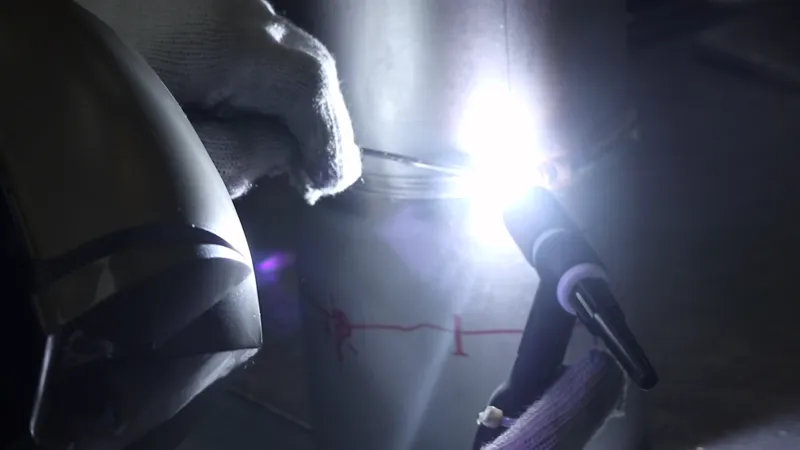 アルゴンガスシールド下でのTIG溶接
均一なウロコ模様の溶接ビード
アルゴンガスシールド下でのTIG溶接
均一なウロコ模様の溶接ビード
 完成した円筒部品の溶接仕上がり
完成した円筒部品の溶接仕上がり
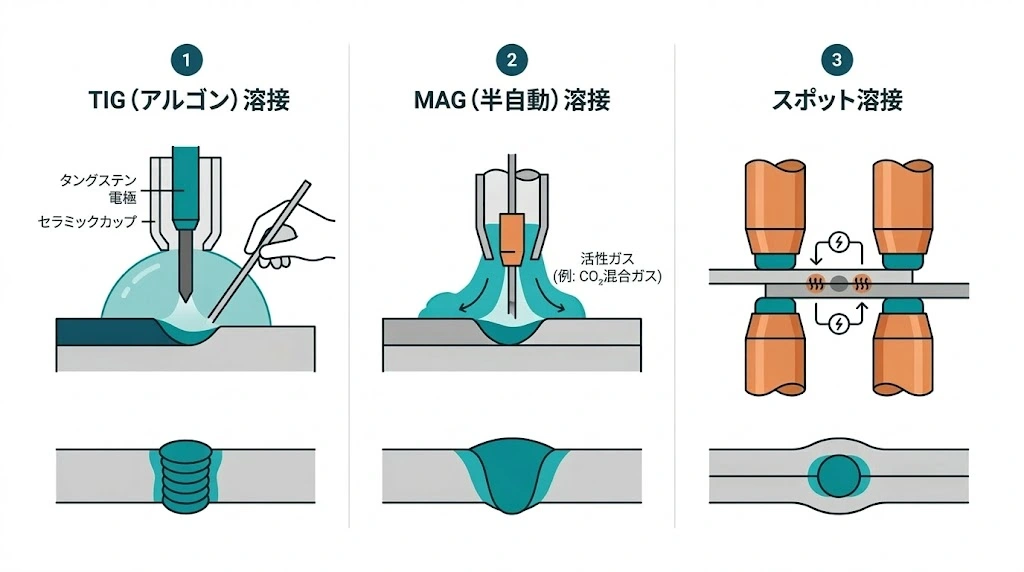
用途に応じて最適な溶接方法を選定します
ステンレスやアルミなど、外観品質や精度が求められる製品に使用。薄板にも対応。
鉄・ステンレスの中〜厚板に対応。フレームや筐体の製作で多く採用。生産性に優れます。
薄板同士の点接合。歪みが少なく、板金筐体の組立工程で活用。高い生産効率を実現。
熟練職人のアルミTIG溶接
福島工場の溶接加工



粉体・液体が溜まらない滑らかなつなぎ目を実現します。
裏波溶接による完全溶融で、GMP要件を満たす気密性を確保。クリーンルーム向け装置にも対応。
ボックス型筐体の組立溶接。複数の板金部品を溶接で接合し、構造強度と外観品質を両立。
溶接部の気密性が粉塵・水分の侵入を防止。防塵・防水性能が求められる制御盤にも対応します。
30年以上の経験を持つベテラン溶接工が在籍。アルミ・ステンレスの難加工も、美しいビードで仕上げます。
ファイバーレーザー切断→曲げ加工→溶接→組立まで社内一貫体制。溶接だけでなく前後工程もまとめてお任せいただけます。
サニタリー設計、洗浄性、異物混入リスク低減など、業界特有の衛生要件を熟知。GMP・HACCP対応の溶接品質を提供します。
「まず1個で確認したい」「特殊な形状で他社に断られた」など、小ロット・難形状の溶接にも柔軟に対応します。
はい。ステンレス(SUS304、SUS316等)、鉄、その他各種金属に対応しています。TIG溶接・半自動溶接(MIG/MAG)・スポット溶接から最適な方法を選定します。
TIG溶接であれば0.5mm程度の薄板から対応可能です。薄板はひずみが出やすいため、入熱管理に特に注意して施工します。
はい。裏波溶接による完全溶融で気密性を確保します。食品・製薬機械向けの粉体・液体密封が必要な溶接にも対応しています。
用途に応じて、ビードそのままの仕上げからグラインダー仕上げ、鏡面仕上げまで対応いたします。食品機械向けには衛生基準を満たす滑らかな仕上げを行います。
溶接のみであれば数日〜1週間程度。前工程のレーザー切断・曲げ加工を含む場合は形状・数量に応じてご案内いたします。まずはお気軽にご相談ください。
はい。ファイバーレーザー切断→曲げ加工→溶接→組立→表面処理まで社内一貫で対応しています。溶接だけでなく、前後工程もまとめてお任せいただけます。
溶接する素材・板厚・用途などをお聞かせください。技術者が最適な溶接方法をご提案いたします。