いつも岩代工業株式会社のウェブサイトをご覧いただき、誠にありがとうございます。
この度、弊社の福島工場にて行われている「アルミTIG溶接」の作業風景を動画で公開いたしました。アルミ溶接は数ある溶接技術の中でも特に高い難易度で知られており、熟練の職人でなければ美しい仕上がりを実現できません。今回の動画では、その一連の工程を間近でご覧いただけます。

粉末や液体を安全に扱うための「完璧なつなぎ目」
弊社の福島工場では、食品・製薬関連をはじめとする各種産業向けに、粉末や液体を安全に扱うための専用設備などを製造しています。これらの製品には、内容物が絶対に漏れ出ない「完璧なつなぎ目」が求められます。少しでも溶接に不備があれば、微粉末の漏出や液体の浸透といった重大な品質問題につながりかねません。そのため、すべての溶接部には高い気密性と耐久性が必要とされるのです。
なぜアルミ溶接は難しいのか? ― 事前準備から始まる職人の仕事
アルミニウムは鉄やステンレスとは大きく性質が異なり、溶接加工においては最も難しい金属のひとつとされています。その理由は主に3つあります。
まず、融点が約660℃と低いこと。鉄(約1,500℃)と比べて格段に低いため、少しでも熱を加えすぎると母材そのものが溶け落ちてしまいます。次に、熱伝導率が鉄の約5倍と非常に高いこと。溶接箇所の熱が瞬時に周囲へ逃げてしまうため、適切な溶融状態を維持するのが困難です。そして、空気中で即座に酸化皮膜を形成すること。この酸化皮膜の融点は約2,000℃とアルミ本体の3倍以上もあり、溶接の大きな障壁となります。

そのため、溶接を始める前にステンレスブラシで母材表面の酸化皮膜を丁寧に除去する「ブラッシング」という工程が欠かせません。写真でご覧いただけるように、溶接する箇所を一つひとつ手作業で磨き上げます。この地道な下準備を怠ると、溶接内部にピンホール(微細な穴)や不純物が残り、製品の気密性や強度に致命的な欠陥が生じてしまいます。
熱を操る職人の繊細な感覚
動画でご紹介しているのは、TIG溶接(ティグようせつ)と呼ばれる技術です。タングステン電極からアーク放電を発生させ、アルゴンガスで溶接部をシールドしながら、金属を少しずつ溶かしてつなぎ合わせていきます。
前述のとおり、アルミは熱がとても早く伝わってしまうため、少しでも加熱しすぎると母材が溶け落ちてしまいます。かといって熱が足りなければ、十分な溶け込みが得られず強度不足の原因に。この「溶けすぎず、足りなすぎず」という極めて狭い範囲の温度帯を、機械任せではなく職人の繊細な手先の感覚で細かくコントロールする必要があるのです。
具体的には、右手でTIGトーチを操りアークの熱量と位置を調整しながら、左手で溶接棒(溶加材)を溶融池に一定のリズムで送り込んでいきます。両手の協調した動きこそが、美しく強度の高い溶接ビードを生み出す鍵となります。
美しさと強度の証「ウロコ模様」
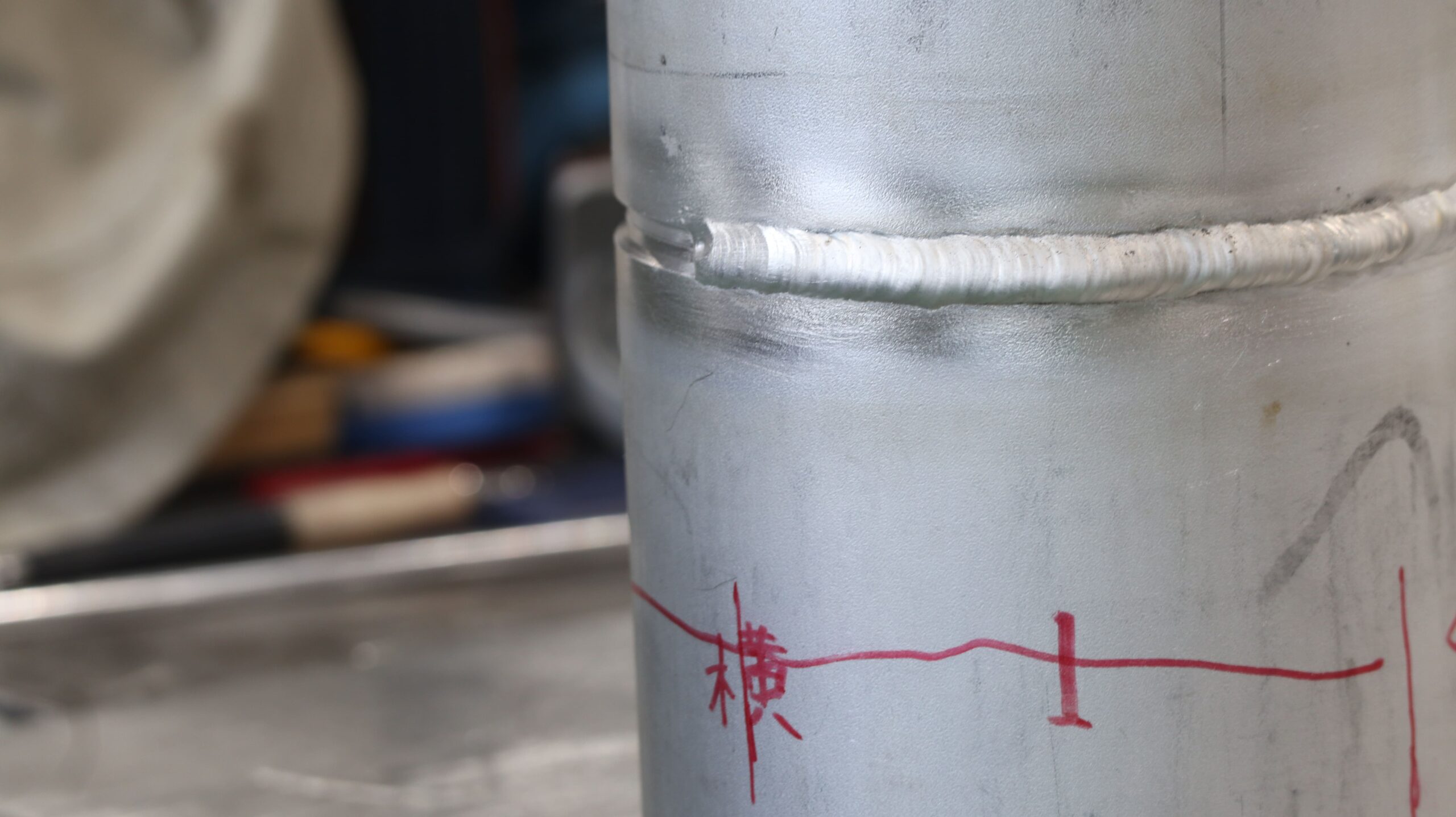
一番の見どころは、溶接した跡に残る均等に並んだ美しい「ウロコ模様」です。職人が両手を使い、一定のリズムで溶けた金属を少しずつ重ねながら置いていくことで、この規則正しい模様が生まれます。
これは単に見た目が美しいだけではありません。ウロコ模様が均一であるということは、溶接の入熱・速度・溶加材の供給がすべて安定していることを意味します。つまり、金属同士が奥深くまでしっかりと溶け込み、頑丈に接合されている「強度の証」でもあるのです。
裏側にも現れる「溶け込みの証拠」

もうひとつ注目していただきたいのが、溶接部の裏側にまで金属が滲み出ている写真です。これは「裏波(うらなみ)」と呼ばれる現象で、表面から加えた溶接の熱が母材を完全に貫通し、裏面にまで溶融金属が到達していることを示しています。
裏波が均一に出ているということは、溶接が表面だけでなく母材の厚み全体にわたって確実に溶け込んでいる証拠です。粉末や液体を扱う設備において、この「完全溶け込み」こそが漏れのない気密性を保証する最も重要な要素となります。
動画でご覧ください
熱によるゆがみのない、完璧な仕上がりを生み出す岩代工業の職人技を、ぜひ動画でご覧ください!
岩代工業では、アルミをはじめとする各種金属の精密板金加工・溶接に対応しております。製品の設計段階からのご相談も承っておりますので、お気軽にお問い合わせください。